Wiertarka trzyrzędowa
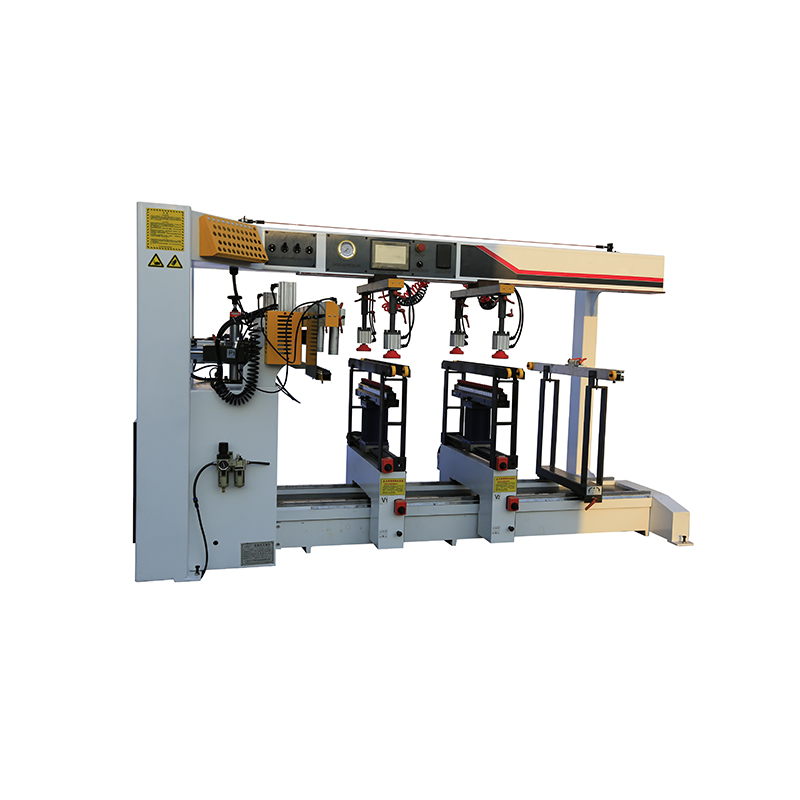
Wiertarka do drewnato wielootworowa maszyna do obróbki z wieloma wiertłami i może współpracować.Są jednorzędowe, trzyrzędowe, sześciorzędowe i tak dalej.Wiertarkaprzekształca tradycyjne ręczne wiercenie rzędów w działanie mechaniczne, które jest automatycznie uzupełniane przez maszynę.
Specyfikacja:
| Maks.średnica otworów | 35 mm |
| Głębokość wierconych otworów | 0-60 mm |
| Liczba wrzecion | 21*3 |
| Odległość od środka między wrzecionami | 32 mm |
| Obrót wrzeciona | 2840 obr/min |
| Całkowity rozmiar silnika | 4,5 kw |
| Odpowiednie napięcie | 380 v |
| Ciśnienie powietrza | 0,5-0,8 MPa |
| Zużycie gazu do wiercenia około dziesięciu paneli na minutę | Około 20 l/min |
| Maks.odległość dwóch głowic podłużnych | 1850 mm |
| Wysokość platformy roboczej od ziemi | 800 mm |
| Nadwymiarowe | 2600x2600x1600 mm |
| Wielkość opakowania | 2700x1350x1650 mm |
| Waga | 1260 kg |
Aby zapewnić dokładność wiercenia i jakość produktu, wiercenie elementów mebli panelowych odbywa się zwykle za pomocąwiele rzędów wiertarki.Rozstaw wierteł na wiertarce wielorzędowej wynosi 32mm.Tylko kilka krajów stosuje inne rozstawy wierteł modułowych, zwykle poziome gniazda wierteł są rozmieszczone w całym rzędzie.Siedzisko wiertła prostego składa się z dwóch niezależnych rzędów siedzeń.Liczba rzędów gniazd wiertniczych dlasiewniki wielorzędowejest zwykle od 3 rzędów do 12 rzędów (w razie specjalnych potrzeb można dodać dodatkowe gniazda wierteł) składa się zwykle z poziomych gniazd wiertniczych i dolnych pionowych gniazd wiertniczych.Jeśli istnieją specjalne wymagania lub liczba rzędów siedzeń jest duża, można również zastosować pionowe siedziska wiertnicze z konfiguracją górną i dolną.Powinno to być oparte na potrzebach produkcyjnych i wymaganiach dotyczących dokładności przetwarzania.Liczba wspólnychWiertarka wielorzędowamiejsca w produkcji to 3 rzędy, 6 rzędów itp.
Instrukcja wiertarki do drewna:
1. Wyczyść stół maszyny na czas po zakończeniu pracy,
2. Oczyść zrębki drewniane na szynie prowadzącej i boku, aby zapobiec zakleszczeniu się maszyny z powodu ingerencji zrębków.
3. Regularnie czyść śrubę pociągową, aby zapobiec przyklejaniu się ciał obcych do śruby pociągowej.Śruba pociągowa jest najwyższym priorytetem sprzętu, wpływa na dokładność maszyny, a śruba pociągowa odgrywa ważną rolę w procesie transmisji.
4. Regularnie czyść przemysłową skrzynkę kontrolną, kurz jest największym zabójcą wiercenia.
5. Prace związane z odpylaniem i uzupełnianiem oleju należy przeprowadzać co tydzień na torze ślizgowym rzędu siewnika.


